 Deutsch
Deutsch English
English Español
Español
Motivación
Uno de los mayores desafíos del siglo 21 es la búsqueda de alternativas a la producción petroquímica de productos químicos y combustibles. Un enfoque es el uso de la biomasa, especialmente en la industria alimentaria. Varios sistemas económicos ya operan a escala industrial para la producción de bioetanol. Los residuos de la industria de frutas y otros residuos agrícolas, son la materia prima principal. El butanol (alcohol de cadena larga), también se puede producir por medio de procesos biotecnológicos, lo cual ofrece algunas ventajas sobre el etanol: Un mayor almacenamiento de energía por unidad de volumen. Esto es de gran interés para la industria aeroespacial, ya que significa una disminución de peso, y por ende, un ahorro en el consumo de combustible. Además, representa una mayor seguridad durante el almacenamiento, debido a la menor volatilidad del butanol. El butanol es menos corrosivo, puede ser transportado en los sistemas de tuberías existentes y no es necesaria ninguna modificación para ser utilizado en los motores convencionales. Una de las ventajas del butanol es que puede ser utilizado como un combustible puro, a diferencia de la gasolina, lo que representa una mayor eficiencia de la combustión, según lo muestra el siguiente cuadro:
| Energia [MJ/L] | Punto de ebulliión [°C] | |
| Gasolina | 32 | 70 – 150 |
| Butanol | 29 | 117,4 |
| Etanol | 19.6 | 78,37 |
El Butanol tiene una amplia gama de aplicaciones en la industria química. Se requiere butanol para la producción de pinturas, revestimientos de superficies y adhesivos.
El Proceso
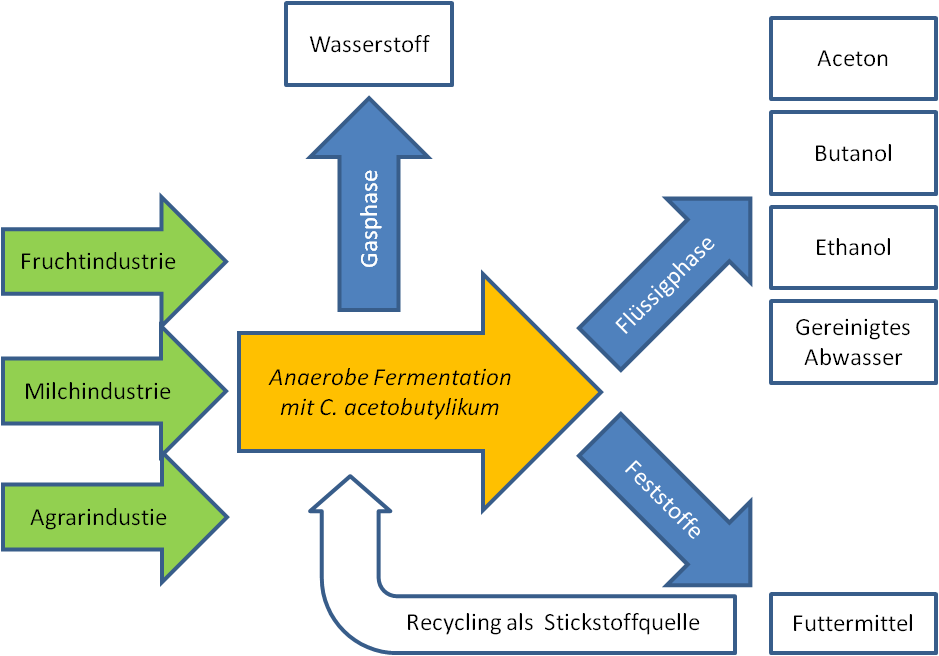
La producción fermentativa de acetona, butanol y etanol, conocido como el proceso de ABE (acetona, butanol, etanol) floreció desde 1930 hasta 1950, hasta que fue suplantado por los petroquímicos más baratos. Durante el proceso de ABE, se utiliza la capacidad natural de varias especies del género Clostridium, para preparar los disolventes mencionados bajo condiciones anaeróbicas a partir de una amplia variedad de mono- y disacáridos. Se pueden utilizar las levaduras de bioetanol, así como clostridios; también pueden utilizarse pentosas (5 C-azúcar) , lo que aumenta significativamente la gama de fuentes de desechos utilizables. En modernos reactores de lecho fijo, la capacidad natural de la clostridia se utiliza para lograr caudales más altos, sin causar un lavado de la biomasa del reactor operado continuamente. Esto conduce a un aumento considerable de la productividad y por lo tanto del costo-beneficio del proceso. En experimentos de laboratorio con efluentes lácteos, se han alcanzado productividades de Butanol de 4,43 g / L h. El gas resultante del proceso de fermentación se separa y se utiliza el hidrógeno como fuente de energía. Los materiales reciclables contenidas en el caldo de fermentación, tales como acetona y butanol, son purificados con un método de adsorción innovador que requiere menos del 10% del contenido de energía contenida en los materiales reciclables. Los sólidos se separan antes de la adsorción de los materiales valiosos y se añaden al proceso como una fuente de nitrógeno de nuevo o se utilizan como alimento para animales.
Ventajas de la Industria
La purificación de las aguas residuales de la industria alimentaria, así como el alto valor DQO (Demanda Química de Oxígeno) y los sólidos parcialmente
grandes, son una parte significativa de los costes totales de producción (hasta 500 € / m³). Por lo tanto, la conversión de este tipo de residuos a productos de valor tales como butanol, ofrece la oportunidad de reducir estos costos o incluso obtener un beneficio de las aguas residuales. La demanda anual de butanol es 4-5 millones de toneladas con una gama 6-7 billones de dólares.
El incremento anual de la demanda se estima en alrededor del 3%. El reciclaje de materiales de desecho es esencial para satisfacer la creciente demanda y para conservar los recursos.