 Deutsch
Deutsch English
English Español
Español
Eine der größten Herausforderungen des 21. Jahrhunderts ist die Suche nach Alternativen zu Produkten der petrochemischen Industrie und von Treibstoffen. Eine Möglichkeit ist die Nutzung von Biomasse, speziell in der Nahrungsmittelindustrie. Verschiedenste ökonomisch sinnvolle Systeme arbeiten bereits im Industriemaßstab zur Herstellung von Bioäthanol. Früchte und andere landwirtschaftliche Reststoffe bilden das Hauptmaterial dazu. Butanol (eine langkettige alkoholische Verbindung) kann ebenso in biotechnologischen Prozessen hergestellt werden. Dies zeigt einige Vorteile gegenüber Äthanol auf: Höherer Energieinhalt pro Volumeneinheit. Dies ist von großem Interesse für die Luft- und Raumfahrtindustrie denn dies bedeutet eine Reduktion an Gewicht und somit auch Einsparung beim Treibstoffverbrauch. Es garantiert ebenso eine höhere Sicherheit während der Lagerung auf Grund der geringeren Voatilität (Flüchtigkeit) von Butanol. Ebenso wirkt Butanol weniger korrosiv und kann in bestehenden Leitungssystemen tarnsportiertwerden und konventionelle Maschinen und Motoren müssen nicht umgerüstet werden. Ein großer Vorteil ist, daß Butanol als reiner Treibstoff verwendet werden kann und im Vergleich zu Benzin einen besseren Wirkungsgrad bei der Verbrennung aufweist, was in der folgenden Tabelle dargestellt wird:
| Energie [MJ/L] | Siedepunkt [°C] | |
| Benzin | 32 | 70 – 150 |
| Butanol | 29 | 117,4 |
| Äthanol | 19.6 | 78,37 |
Butanol hat ein breites Anwendungsspektrum in der chemischen Industrie. Es wird bei der Herstellung von Farben, Oberflächenschutzmitteln und von Klebstoffen verwendet.
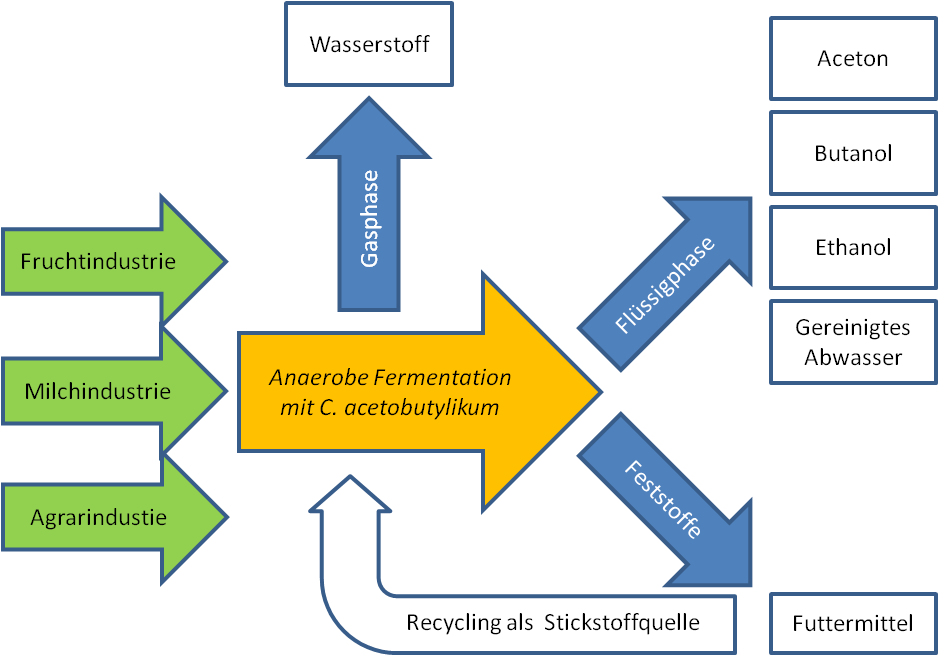
Die fermentative Produktion von Aceton, Butanol und Äthanol, bekannt als ABE Prozess, hatte seine Blütezeit zwischen 1930 und 1950, bis es dann durch billigere petrochemische Produkte abgelöst wurde. EBA, die natürliche Fähigkeit verschiedener Clostridium – Spezies, wird genutzt um unter anaeroben Konditionen ein große Variationsbreite von Mono- und Disachariden herzustellen. So könn Bioäthanolhefen und Clostridia genutzt werden; ebenso werden Pentosen (5 C- Zucker), welche die Bandbreite von nutzbaren Abfällen signifikant erhöht. In modernen Festbettreaktoren, the natural ability of clostridia is used to achieve higher flow rates without causing a washed biomass continuously operated reactor. This leads to a considerable increase in productivity and therefore the cost effectiveness of the process. In laboratory experiments with dairy effluent they are achieved Butanol productivities of 4.43 g / L h. The resulting fermentation gas is separated and the hydrogen is used as an energy source. Recyclable materials contained in the fermentation broth, such as acetone and butanol, are purified with adsorption innovative method that requires less than 10% of the energy content contained in recyclables. The solids are removed before adsorption of valuable materials and added to the process als Stickstoffquelle oder als Tierfutter.
Purification of wastewater from the food industry, and the high COD (chemical oxygen demand) value and solid parcialmentegrandes, are a significant part of total production costs (up to 500 € / m³). Therefore, converting this waste into valuable products such as butanol, offers the opportunity to reduce these costs or even make a profit from wastewater. The annual demand for butanol is 4-5 million tons with a range of $ 6-7 billion.
The annual increase in demand is estimated at around 3%. Recycling of waste materials is essential to meet growing demand and to conserve resources.